Leistungsanalysen
Störgrundanalyse, OEE (Overall Equipment Effectiveness), Rüstzeitanalyse, Engpassanalyse
Die nachfolgenden Inhalte sind an das Management-Handbuch, Kapitel 220, von www.business-wissen.de angelehnt (mit deren freundlicher Genehmigung).
Störgrundanalyse
Die maximale Leistung eines Prozesses, einer Prozesskette, eines Systems) wird in der Praxis nicht erreicht. Der Grund liegt in Störungen verschiedenster Art.
Eine Störgrundanalyse wird durchgeführt, um die reale Leistung eines Prozesses zu verbessern. Wenn eine Störung erkannt wird, versucht man, sie zu beheben. Manchmal bleiben aber die Ursachen verborgen, sodass die Störung wieder eintreten wird. Das soll mit der Methode der Störgrundanalyse vermieden werden.
Ziel der Störgrundanalyse ist es, die sogenannte Overall Equipment Effectiveness (OEE) zu verbessern. Die Berechnung der OEE wird weiter unten ausgeführt.
Es lassen sich zwei Kategorien von Störungen unterscheiden:
- Technische Anlagen und Maschinen: Beispiele sind Hardwaredefekt, lange Ladezeiten einer Datei.
- Organisatorische Prozesse: Beispiele sind Störungen im Wochenverlauf, Störungen die durch das Verhalten von Mitarbeitenden begründet sind.
Die Störgrundanalyse beginnt mit der Erfassung der Daten, gefolgt von der Kategorisierung der Störungen mithilfe eines Störgrundkatalogs. Die Störungen können nun analysiert und Prioritäten können vergeben werden.
Im Kurs LEAN Analysen, Leistungsanalysen, werden Excel Vorlagen zur Verfügung gestellt welche die Erstellung der Störgrundanalysen wesentlich erleichtern. Wichtige Punkte darin sind:
- Dateneingabe
- Erfassung
- Stammdaten
- Störgrundkatalog
- Pareto Analysen nach Anzahl und Dauer der Störungen
- nach Anlage
- nach Bereich
- nach (Haupt-)Ursache
- nach Kategorie.
Die Störgrundanalyse ist daher eine unerlässliche Grundlage zur Berechnung der OEE.
OEE (Overall Equipment Effectiveness)
Deutsch: Gesamt - Anlageneffektivität
Mit der Kennzahl OEE lässt sich die tatsächliche Leistung einer Anlage mit der theoretisch möglichen Leistung vergleichen. Für die Differenz existieren Störgründe, die kategorisiert werden. Außerdem zeigt die OEE, welche Effekte Störungen haben.
Die Kategorien der Störgründe werden in der OEE mit drei Faktoren dargestellt:
- Anlagenverfügbarkeit (AV)
- Leistungsgrad (LG)
- Qualitätsrate.(QR).
Die OEE ist das Produkt dieser drei Faktoren:
OEE = AV * LG * QR
Die OEE wird für einen einzelnen Prozess, eine Anlagengruppe, Anlage oder Maschine kontinuierlich gemessen.
Ausgangspunkt ist die theoretisch mögliche Leistung, für einen Jahresbeobachtungszeitraum in Stunden ist dies 365 Tage * 24 Stunden = 8.760 Stunden.
Basis für die Berechnung ist die Planbelegungszeit. Die Annahme sei: 15 Tage Betriebsurlaub, 104 Tage Wochenende, 8 Feiertage, 2 Tage geplanter Stillstand. Weiters wird 3-Schicht - Betrieb angenommen. 15 + 104 + 8 + 2 = 129 Tage, das entspricht einer Planbelegungszeit von 8.760 - 3.336 = 5.424 Stunden.
Gäbe es keine Ausfälle durch Störungen, Rüstzeit (AV), kurzfristige Stillstände, verringerte Geschwindigkeit (LG), Ausschuss (QR), dann hätten wir eine OEE von 100%.
Nachfolgend ein vereinfachtes Beispiel zur Berechnung der OEE, ausgehend von einer Planberechnungszeit von 5.424 Stunden:
92% * 97% * 90% = 80,3%
OEE = 80,3%
Die Darstellung der OEE im Zeitverlauf (bspw. Jahre) kann wichtige Informationen über Trends geben die es zu untersuchen gilt.
Im Kurs LEAN Analysen, Leistungsanalysen, werden Excel Vorlagen zur Verfügung gestellt welche die Berechnung der OEE im Detail und anhand von praktischen Beispielen erklären.
Rüstzeitanalyse
Zunächst eine Besprechung des Begriffes Rüstzeit.
Englisch: Changeover, Exchange of Die; siehe auch SMED (Single Minute Exchange of Die)
Anmerkung zu SMED: Hier bedeutet "Single Minute" eine Rüstzeit im einstelligen Minutenbereich.
Die Rüstzeit beginnt nach der Fertigung des letzten Teils in voller Geschwindigkeit und endet bei Beginn der Fertigung des ersten Teiles mit voller Geschwindigkeit und in der erforderlichen Qualität. Die Rüstzeit sollte daher das Herunterfahren und Hochfahren einschließen. Ebenfalls berücksichtigt sollen Tätigkeiten werden, die eventuell vor und nach dem eigentlichen Rüsten stattfinden: Bereitstellen des neuen Werkzeugs und Wegräumen des alten Werkzeugs.
Die gesamte Rüstzeit kann in einen externen und einen internen Anteil aufgeteilt werden: Der externe Anteil bezieht sich auf Tätigkeiten, die bei laufender Maschine und der interne Anteil auf solche, die bei Maschinenstillstand durchgeführt werden.
Das Bestreben ist, die interne Rüstzeit zu minimieren (d.h., den Maschinenstillstand).
Vereinfachtes Beispiel zur Vorgehensweise (ausführlich im Kurs LEAN Analysen, Leistungsanalysen):
(angelehnt an Roser, allaboutlean.com)
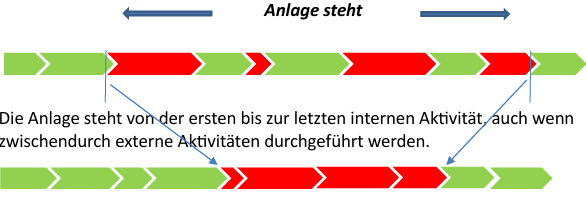
Angenommen sei, dass der derzeitige Rüstvorgang aus zehn Tätigkeiten besteht. Interne Tätigkeiten sind rot dargestellt, externe grün.

Die Anlage steht immer von der ersten bis zur letzten Aktivität, auch wenn zwischendurch externe Tätigkeiten durchgeführt werden. Wir wollen daher die internen (roten) Tätigkeiten so weit möglich zusammenführen.
Im nächsten Schritt versuchen wir zunächst die internen Aktivitäten zu minimieren:

Schließlich sollen auch noch die externen Aktivitäten minimiert werden, wie die folgende Abbildung zeigt:

Das Minimieren der externen Tätigkeit verringert zwar nicht den Maschinenstillstand, aber die Rüstzeit als gesamtes sowie die Zeit der Mitarbeiter:

Die Rüstzeitanalyse ist hilfreich zur Feststellung welche Aktivitäten den Maschinenstillstand sowie die gesamte Rüstzeit beeinflussen. Zur Veranschaulichung kann die Paretoanalyse im Zusammenhang mit Trendanalysen verwendet werden.
Im Kurs LEAN Analysen, Leistungsanalysen wird auf die Rüstzeitanalyse detailliert eingegangen.
Engpassanalyse
Englisch: bottle neck analysis
In einer Kette von Prozessen (Fertigung, Administration, usw.) bezeichnet man denjenigen Prozess als Engpass, der zum Zeitpunkt der Betrachtung die Kapazität des Systems (der Prozesskette) einschränkt.
Nur statische Systeme haben konstante relevante Kenngrößen (Durchlaufzeit, Rüstzeit, usw.), die aber in der Praxis nicht vorzufinden sind. Üblicherweise finden wir dynamische Systeme vor, das sind solche deren relevante Kenngrößen zufällig verteilt sind. Wenn diese zufällige Verteilung konstant ist, dann sprechen wir von einem stabilen dynamischen System. Bei instabilen dynamischen Systemen ist die zufällige Verteilung veränderlich.
Kurz- und mittelfristig können Produktionssysteme als stabil angesehen werden. Langfristig muss man davon ausgehen, dass sie instabil sind.
Diese Überlegungen sind wichtig bei der Betrachtung von Engpässen. Dynamische Systeme zeichnen sich dadurch aus, dass ihre Engpässe (wenn es welche gibt) beweglich sind. Engpässe sind daher nicht immer auf einen einzelnen Prozess fixiert. Wir gehen zunächst davon aus, dass es im System einen einzigen Engpass gibt.
Wie schnell ein Engpass von einem Prozess zum anderen wandert ist auch abhängig von der Größe der Zwischenlager. Diese wandernden Engpässe bilden für das System nur für eine bestimmte Zeit eine Einschränkung, wir bezeichnen sie daher als momentan.
Langfristige Engpässe werden festgestellt, indem beobachtet wird, wie lange jeder der Prozesse einen kurzfristigen (momentanen) Engpass darstellte. Derjenige Prozess, der am häufigsten ein momentaner Engpass war ist demnach der größte langfristige Engpass.
Prozesse können sich in unterschiedlichen Zuständen befinden und es ist nicht immer offensichtlich, welcher Prozess gerade einen Engpass darstellt. Wir können aber sagen, wann ein Prozess NICHT der Engpass ist - es gibt zwei Möglichkeiten:
- auf Material wartend (der Prozess ist "ausgehungert")
- auf Transport wartend (der Prozess ist blockiert).
Wir nennen solche Prozesse inaktiv. Inaktive Prozesse können nicht der Engpass sein. Wir dürfen aber annehmen, dass bei einem "ausgehungerten" Prozess der Engpass einer der vorgelagerten Prozesse ist. Ist hingegen ein Prozess blockiert (er wartet auf Transport), dann ist anzunehmen, dass der Engpass einer der nachgelagerten Prozesse ist.
Demgegenüber gibt es Prozesse, die sehr wohl den Engpass darstellen können, Beispiele sind:
- aktive Prozesse (im Sinne von "nicht inaktiv")
- es gibt eine Panne
- die Maschine wird repariert oder instandgesetzt
- es läuft ein Rüstvorgang.
Auch die Höhe der Lager zwischen den Prozessen kann einen Hinweis geben, in welcher Richtung der Engpass zu finden ist:
- das Lager ist (fast) leer: Der Engpass ist wahrscheinlich ein vorgelagerter Prozess
- das Lager ist (fast) voll: Der Engpass ist wahrscheinlich ein nachgelagerter Prozess.
"Fast leer" bedeutet (als Daumenregel), das Lager ist bis zu einem Drittel voll.
"Fast voll" bedeutet (als Daumenregel), das Lager ist zu mehr als zwei Drittel voll.
Ist das Lager zwischen ein und zwei Drittel voll, so lässt sich nichts über die Richtung aussagen, in der der Engpass zu finden ist.
Aus der folgenden Abbildung ist ersichtlich, dass der Engpass Prozess 2 ist:

Im Kurs LEAN Analysen, Leistungsanalysen, wird die Engpassanalyse für unterschiedliche Situationen ausführlich behandelt. Dazu gehören solche, deren Daten beweiskräftige Aussagen zulassen (oder nicht). Mehrere Engpässe sowie externe Engpässe (außerhalb des Systems) werden ebenfalls im Detail besprochen.